2025-05-16 09:41:00 来源:辰壹数字科技
随着智能制造转型的深入推进,上海某光伏设备制造商在设备管理、生产监控和数据分析等方面面临数据采集标准不统一、异常响应滞后、决策依据不足等现实挑战。为打通设备数据链路、实现生产全流程可视化、构建智能化决策体系,辰壹数字科技为其量身打造了一套工业物联网数据采集与分析系统,全面覆盖设备接入、数据治理、实时监控、智能分析等核心业务场景,助力客户实现从传统制造向数字化生产的转型升级。
核心功能介绍
1.多协议设备数据采集
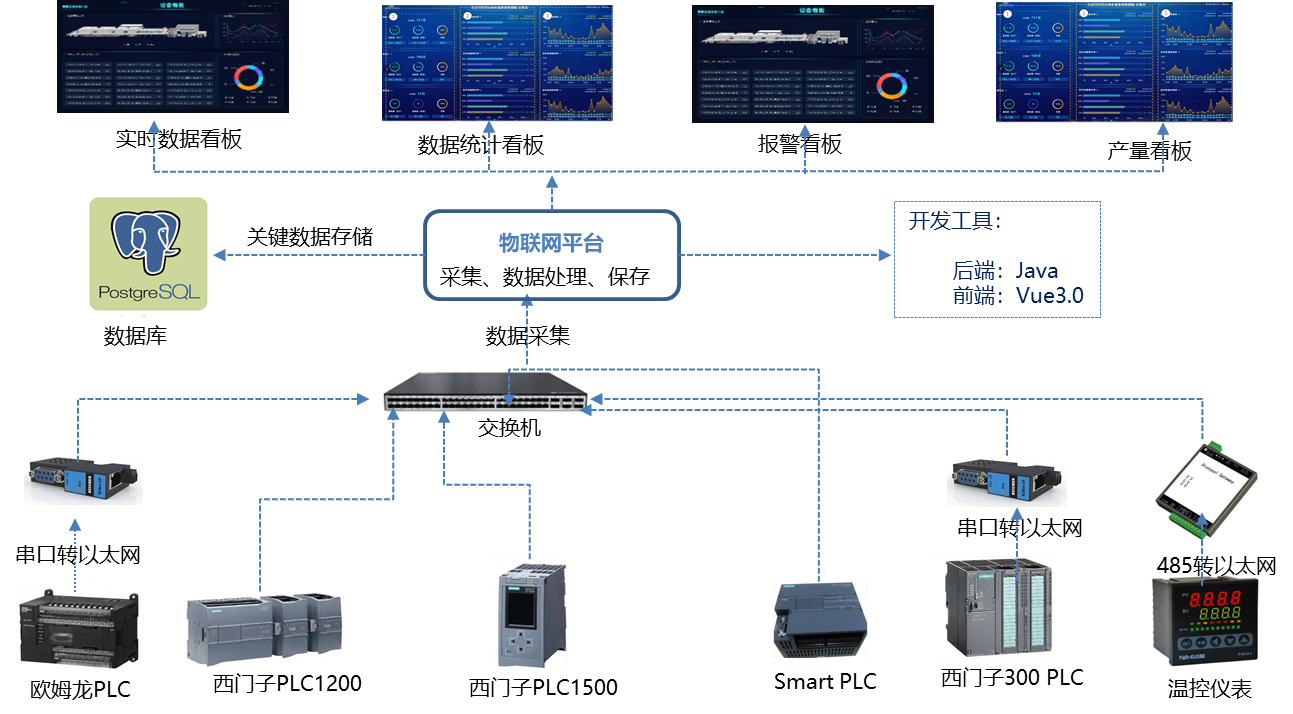
系统支持欧姆龙PLC、西门子全系列PLC(1200/1500/300/Smart)及温控仪表的接入,通过串口转以太网、485转以太网模块实现多品牌设备的统一数据采集,覆盖温度、产量、运行状态等关键参数,确保数据来源的全面性与实时性。
2.数据处理与存储
物联网平台对采集的原始数据进行清洗、去噪和标准化处理,分类存储至PostgreSQL数据库,实现关键数据的高效管理与快速检索,为后续分析提供可靠数据基础。
3.数据监控与报警
通过实时数据监控与报警看板,动态跟踪设备运行状态,对异常情况(如温控超限、设备故障)自动触发报警机制,支持短信或邮件通知,帮助运维人员快速响应问题。
4.数据分析与决策
基于产量统计看板与历史数据趋势分析,提供设备效率(OEE)、生产批次完成率等关键指标的可视化报告,辅助管理人员优化生产计划与工艺参数。
5.可视化数据报表
系统提供实时数据看板、数据统计看板等多维度可视化界面,通过动态图表直观展示设备运行状态与生产数据,支持自定义布局与低代码配置,满足客户个性化需求。
6.系统集成与扩展
采用Java后端与Vue3.0前端技术栈,提供标准化API接口与模块化设计,支持后续功能扩展(如AI预测性维护、能源管理,通过API、中间件等方式与ERP(资源管理)、MES(制造执行)、WMS(仓储管理)等系统集成),并可通过8888端口双通道通信保障高并发场景下的稳定性。
该系统成功实现了从设备数据采集、异常监控到生产决策的全流程数字化管理,彻底解决了多品牌设备数据孤岛问题,显著提升了生产管理效率。系统上线后,设备异常响应速度大幅提升,通过实时报警机制有效减少了停机时间;基于数据分析的生产优化建议,使设备综合效率得到明显改善,生产工艺参数调整更加科学精准。客户对系统在设备状态监控和生产数据分析方面带来的显著提升尤为认可,辰壹数字科技将持续提供系统优化与升级服务,助力客户在智能制造转型道路上实现更大突破。

通过将GPT与商业智能(BI)相结合,创新性的智能数据分析体验正在重新定义企业决策方式。与传统BI工具不同,AI不仅能够自动处理关键数据,还能通过自然语言对话与用户互动,发现数据背后的洞察。随着使用,系统逐步积累企业专属的知识图谱,帮助决策越来越精准。无论是数据分析还是业务洞察,过程更加高效、直观,为企业带来智能化、数据驱动的决策支持。
2025-07-01
在AI技术加速演进的背景下,APP 小程序开发成本从十几万元骤降至几万元,周期从几个月压缩至十天。辰壹数字科技的实际项目也印证了这一趋势。但技术提效的同时,失败的产品并未减少,反而加速暴露了缺乏产品思维的开发盲区。本篇将与你深入探讨AI时代产品开发背后的本质转变。
2025-06-16
上海某五金制造工厂由辰壹数字科技提供MES系统开发服务,系统涵盖排产派工、工艺管控、质量追溯、设备监控等核心模块,构建统一的车间执行平台。通过数据驱动的任务下发与全流程可追溯机制,实现生产管理透明化、作业流程标准化,助力客户实现制造流程的数字化升级与精益化管理。
2025-06-06


